Apakah aplikasi biasa bagi Mesin penggulung plat hidraulik 3 roller dalam industri seperti pembinaan kapal, penerbangan atau struktur keluli?
Mesin penggulung plat hidraulik 3 roller digunakan secara meluas dalam pelbagai industri kerana kecekapan dan ketepatannya dalam lenturan dan penggelek plat logam. Berikut ialah beberapa aplikasi biasa dalam industri utama seperti pembinaan kapal, penerbangan dan struktur keluli:
Pembinaan kapal
Pembinaan Badan Kapal: Mesin ini digunakan untuk menggulung plat keluli besar ke dalam bentuk silinder untuk badan kapal, memastikan integriti struktur dan hidrodinamik optimum.
Dek dan Bulkhead: Plat dibengkokkan untuk membina geladak dan sekat, yang memerlukan kelengkungan yang tepat agar sesuai dengan reka bentuk kapal.
Pembinaan Tangki: Mesin bergolek membantu mencipta tangki silinder untuk menyimpan bahan api, air dan cecair lain di atas kapal.
Penerbangan
Fiuslaj Pesawat: Mesin penggulungan digunakan untuk membentuk bahagian fiuslaj pesawat, yang memerlukan lengkungan khusus untuk prestasi aerodinamik.
Struktur Sayap: Komponen melengkung untuk sayap, seperti tepi depan dan belakang, boleh dihasilkan menggunakan mesin penggulung plat hidraulik 3 roller.
Komponen Aeroangkasa: Bahagian lain, seperti perumah enjin dan rangka struktur, mendapat manfaat daripada keupayaan lenturan ketepatan mesin.
Pembinaan Struktur Keluli
Rasuk dan Lajur Struktur: Mesin menggulung plat untuk mencipta rasuk melengkung dan lajur yang digunakan dalam reka bentuk dan struktur seni bina, meningkatkan daya tarikan estetik dan sokongan struktur.
Jambatan dan Jejantas: Penggulungan plat adalah penting dalam fabrikasi komponen untuk jambatan, termasuk bahagian gerbang dan elemen struktur melengkung yang lain.
Rangka Kerja Perindustrian: Ia digunakan untuk mencipta bingkai melengkung untuk pelbagai aplikasi perindustrian, termasuk sokongan jentera dan rangka kerja bangunan.
Pembuatan dan Fabrikasi
Tangki Penyimpanan: Mesin ini digunakan untuk melancarkan plat untuk membina tangki simpanan besar yang digunakan dalam pelbagai industri, seperti minyak dan gas, bahan kimia, dan rawatan air.
Kapal Tekanan: Mesin bergolek adalah penting dalam pembuatan bejana tekanan yang memerlukan kelengkungan yang tepat untuk menahan tekanan tinggi.
Paip dan Tiub: Ia boleh digunakan untuk menggulung plat ke dalam paip dan tiub berdiameter besar untuk aplikasi paip, perindustrian dan pertanian.
Aplikasi Hiasan dan Seni Bina
Ciri Seni Bina: Mesin boleh mencipta elemen melengkung untuk bangunan, seperti gerbang, kubah dan fasad hiasan.
Reka Bentuk Perabot: Dalam industri perabot, ia digunakan untuk mencipta komponen logam bulat untuk pelbagai reka bentuk perabot, meningkatkan daya tarikan estetik.
Tenaga Boleh Diperbaharui
Komponen Turbin Angin: Mesin ini digunakan untuk menggulung plat untuk pembuatan komponen seperti menara dan bilah dalam turbin angin.
Bingkai Panel Suria: Mesin penggulung juga boleh digunakan untuk mencipta bingkai melengkung untuk panel solar, menyumbang kepada sektor tenaga boleh diperbaharui.
Kepelbagaian dan ketepatan Mesin penggulung plat hidraulik 3 roller menjadikannya sangat diperlukan dalam industri yang memerlukan lenturan dan pembentukan plat logam yang tepat. Aplikasi mereka terdiri daripada komponen struktur tugas berat dalam pembinaan kapal dan penerbangan kepada ciri estetik dalam seni bina dan tenaga boleh diperbaharui, menunjukkan peranan penting mereka dalam pembuatan dan pembinaan moden.
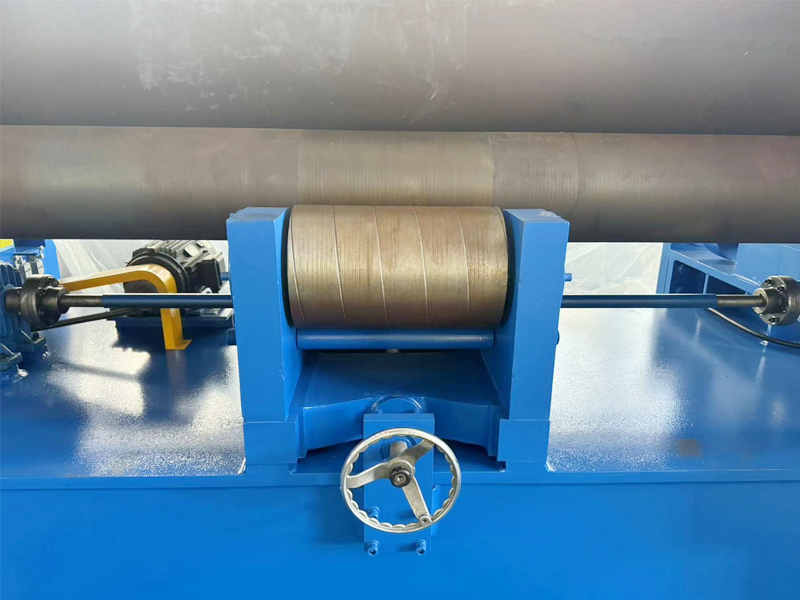
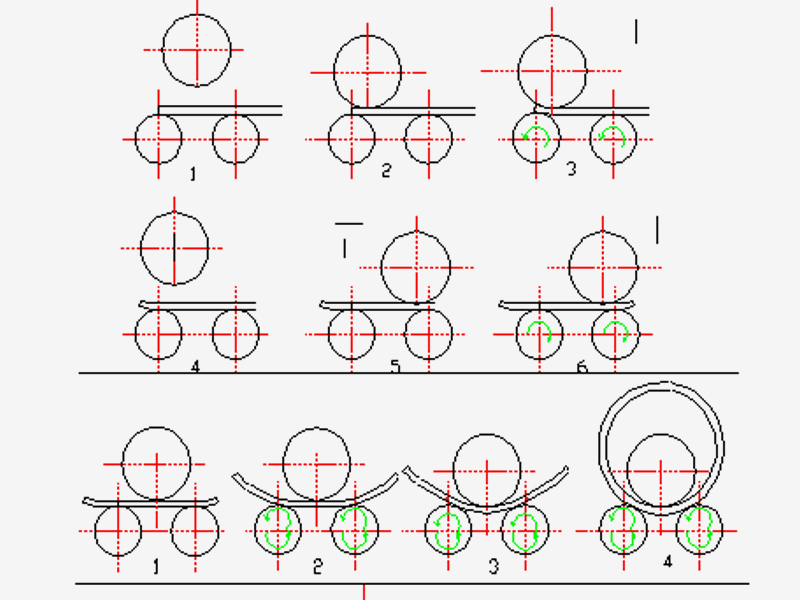
 1. Mesin penggulungan plat jenis ini mempunyai fungsi pra-lentur hujung plat, dan baki pinggir lurus pra-lentur kurang daripada 2.5 kali ketebalan plat.
1. Mesin penggulungan plat jenis ini mempunyai fungsi pra-lentur hujung plat, dan baki pinggir lurus pra-lentur kurang daripada 2.5 kali ketebalan plat.