 Generasi baharu teknologi hibrid minyak-elektrik, penjimatan tenaga dan pengurangan pelepasan, kecekapan tinggi dan haba yang rendah, dan bunyi kerja yang sangat berkurangan;
Generasi baharu teknologi hibrid minyak-elektrik, penjimatan tenaga dan pengurangan pelepasan, kecekapan tinggi dan haba yang rendah, dan bunyi kerja yang sangat berkurangan; 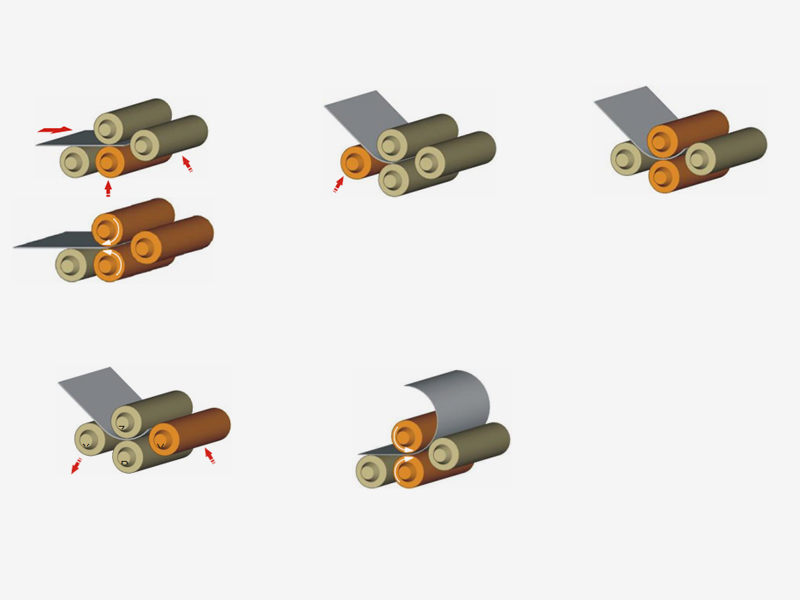










Apakah Mesin Brek Tekan? Setiap kedai fabrikasi yang membentuk kepingan logam menjadi kurungan, penutup atau panel struktur bergantung pada satu mesin teras: br...
Baca Lagi
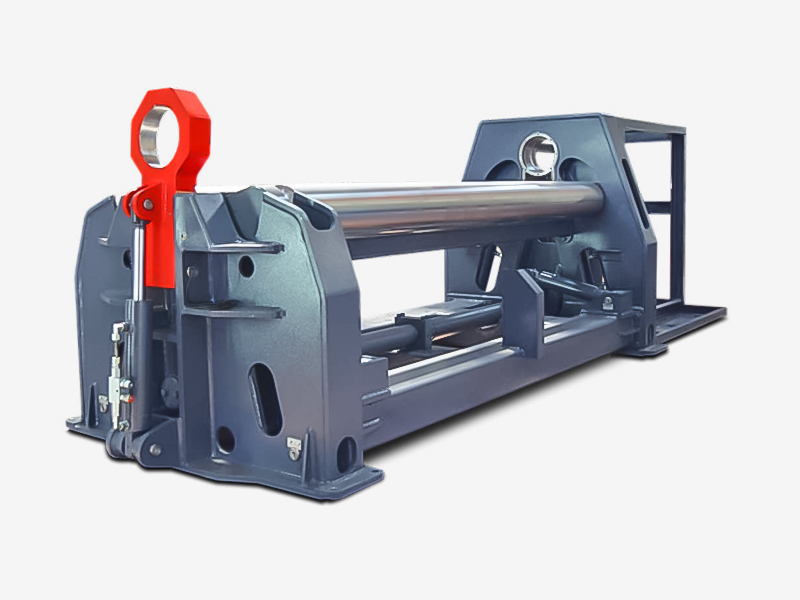
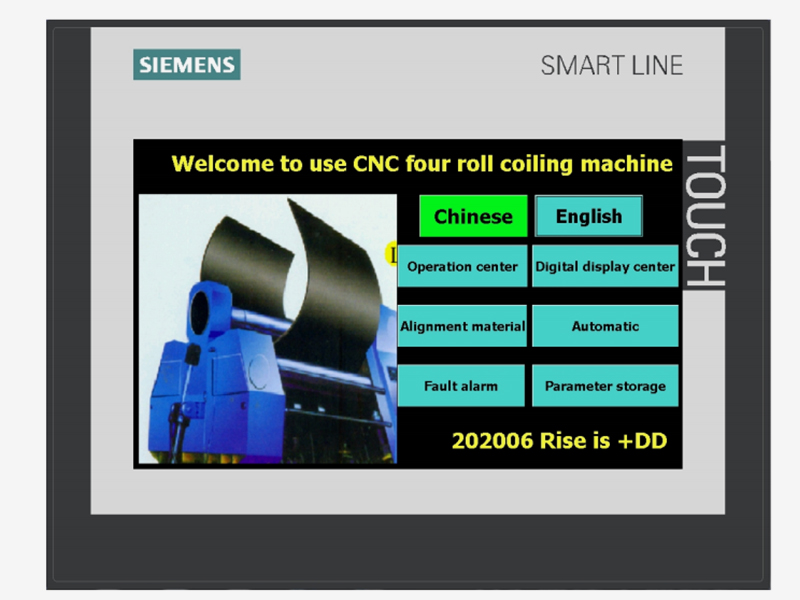
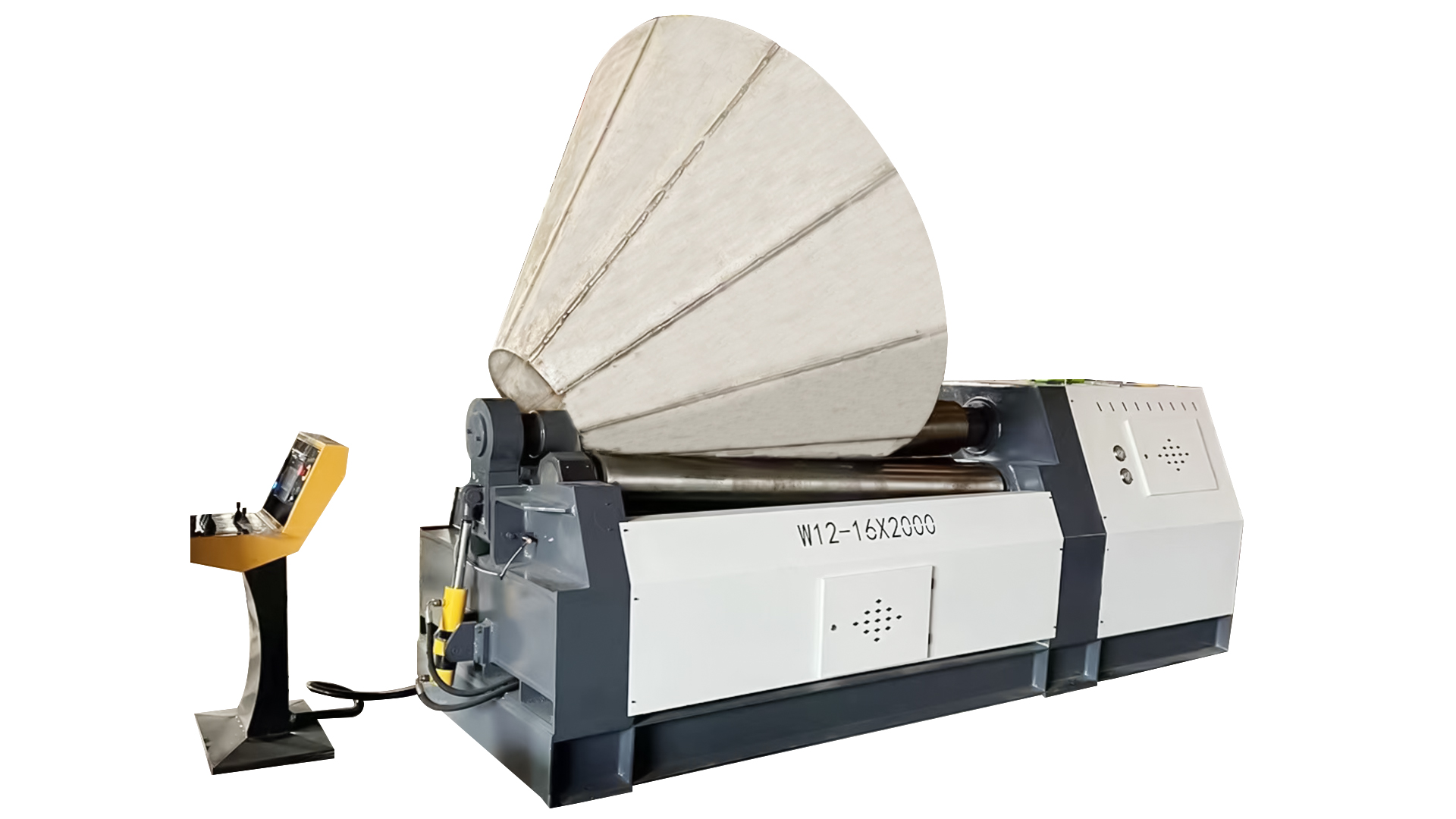
Mesin penggulung plat CNC 4 roller ialah peralatan pemprosesan penggelek plat termaju, yang boleh mengawal dengan tepat parameter proses penggelek plat, seperti diameter plat, kelajuan plat, ketebalan, dll., untuk mencapai tinggi- pemprosesan ketepatan. Ia boleh memantau dan melaraskan parameter pemprosesan dalam masa nyata, memastikan ketepatan dan konsistensi pemprosesan gegelung, dan memenuhi pelbagai keperluan pemprosesan. Dengan prosedur dan model pemprosesan automatik, pengeluaran automatik boleh dicapai, meningkatkan kecekapan pengeluaran dan mengurangkan kos buruh.
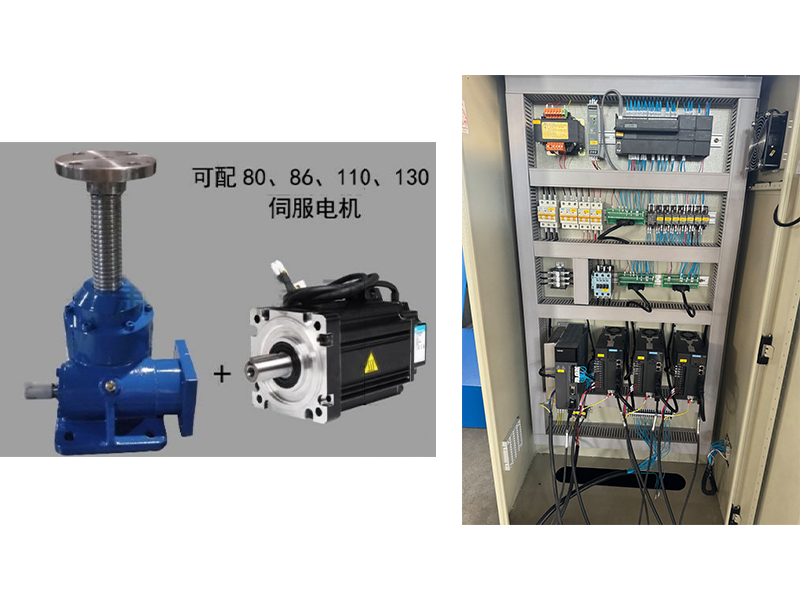
Sistem mesin penggulungan CNC automatik mudah dikendalikan, sistem pengendaliannya stabil, tahan lama, dan sesuai untuk semua jenis keadaan kerja, sistem kawalan lengkap termasuk:
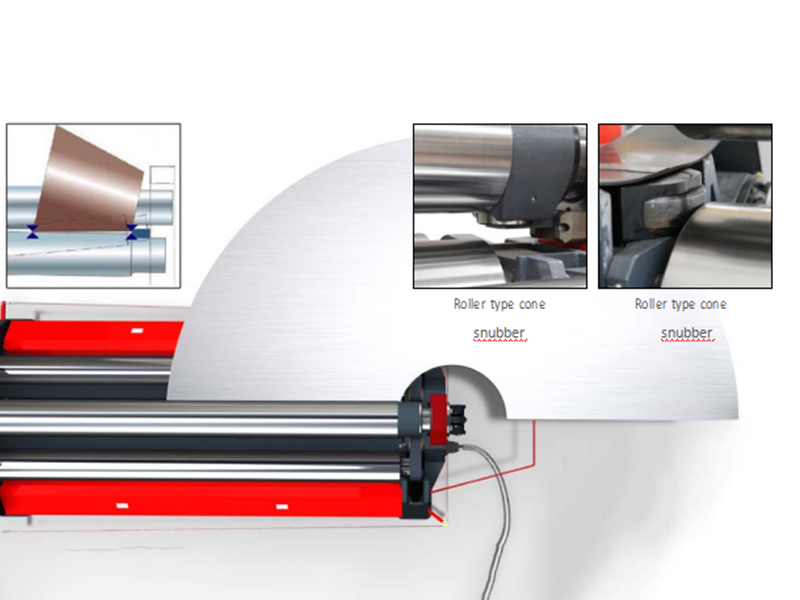
(1) Plat diletakkan secara mendatar - tidak condong seperti mesin penggelek plat tiga gulung;
(2) Penggunaan penggelek sisi dengan cepat pada plat positif (r untuk mengelakkan risiko yang disebabkan oleh tidak wajar);
(3) Hanya menduduki ruang di bahagian pemuatan;
(4) Tepi bahagian garis lurus sangat berkurangan (disebabkan oleh keupayaan pra-lentur yang luar biasa, titik pengapit jatuh sepenuhnya pada pinggir plat);
(5) Peralatan yang paling mudah untuk menggulung, setiap penggelek sisi hanya memerlukan satu kedudukan untuk menggulung acuan;
(6) Keseluruhan proses dibentuk sekali (premisnya ialah pilihan kapasiti peralatan harus sesuai), termasuk lenturan kepala plat;
(7) Lenturan kepingan sesuai untuk pembuatan gegelung automatik yang cekap.
